DUCTFABRICATION
METHODOLOGY
Coil stock preferred
material should be of
the minimum gauge
necessary to resist
by internal pressure
turbulent air flow. For
any given pressure class,
gauges are permissible
depending on the
spacing between
transverse joints/
reinforcements. These
shall conform to tables
1-3 to 1-9 of ‘SMACNA’
must be of Lock Forming
Quality (LFQ) conforming
to the standards of
AST A653.
of 180 gms./sq.m.
Yield strength for steel
sheet and reinforcement
should be 30,000 PSI
(207MPa).
failure.
Where a transverse joint acts as a reinforcing member
for ducts up to 48” (1220mm) width (W), and W/2 for
greater widths.
For the spacing of transverse joints and type of
reinforcement refer ‘SMACNA’ tables for rectangular
to 10” (2500 Pa) W.G.
commercial tolerances on out-of-flatness, natural sag from
dead weight and with the flexure reversals that may result
when duct pressure is inadequate to stretch the sheet taut.
Beading is preferred to cross-breaking applicable to 20g
(1.00 mm or less and 3” W.G. (750 Pa) pressure or less.
Ducts for 4” W.G. (1000 Pa) or more do not require beads or
cross-breaks.
of leakage in a system is significantly related to system size.
scaling the duct work.
Transverse Joints should be sealed with gaskets, and for
Longitudinal joints shall
be preferably restricted
to two diagonally
opposite edges.
These should be
machine-formed of any
of the following types:
lock type.
Joints and seams should
be able to withstand
failure.
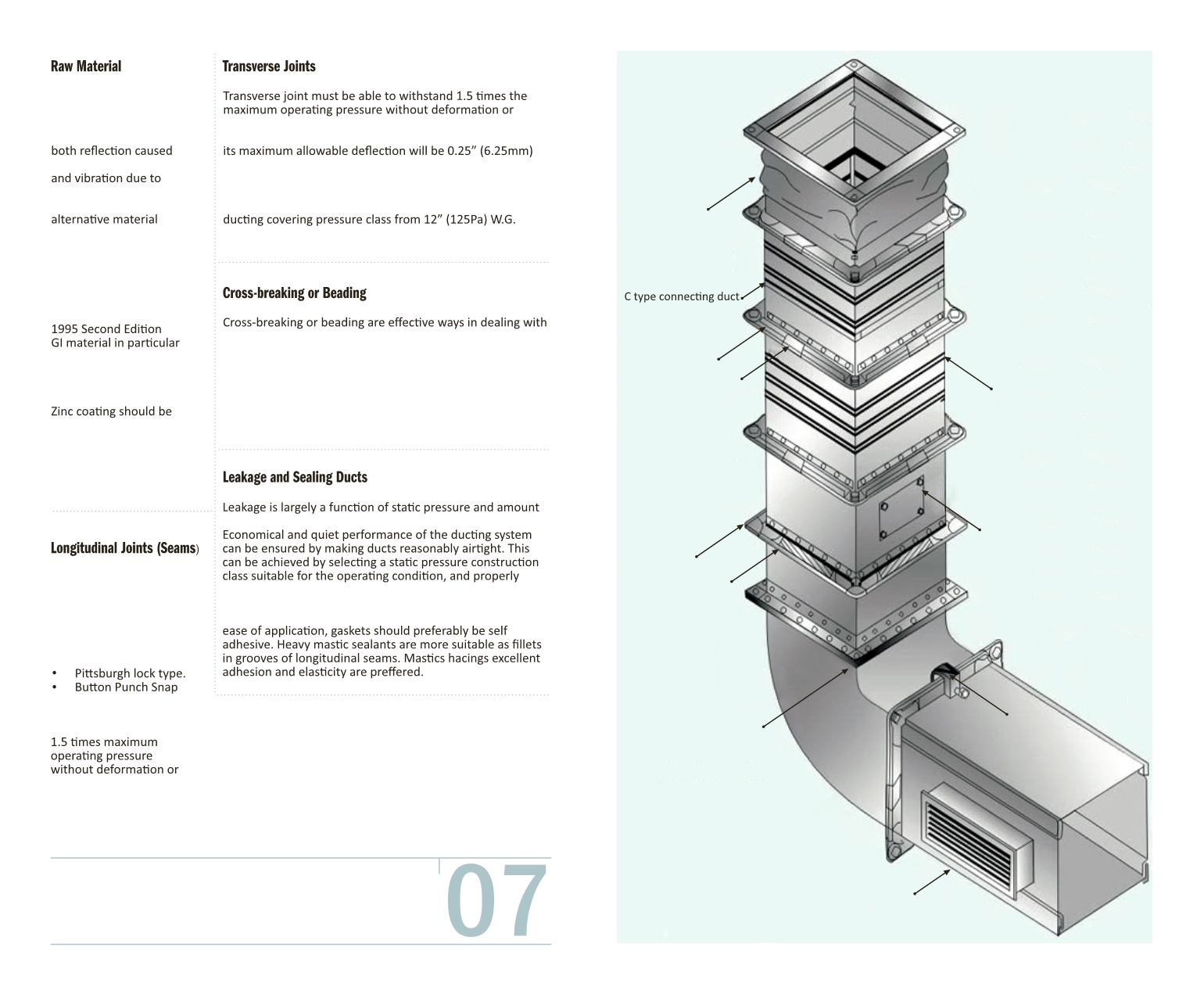
Air Grille
TDC Duct
TDC Corner
TDC Clamp
Beading
Duct Access Door
Duct Flange Clamp
Duct Flange
Corner Flange Duct
Duct Flexible Connector


